新(xīn)能(néng)源PACK整线方案解决提供商
激光焊接机焊接铝合金时要注意的事项!!
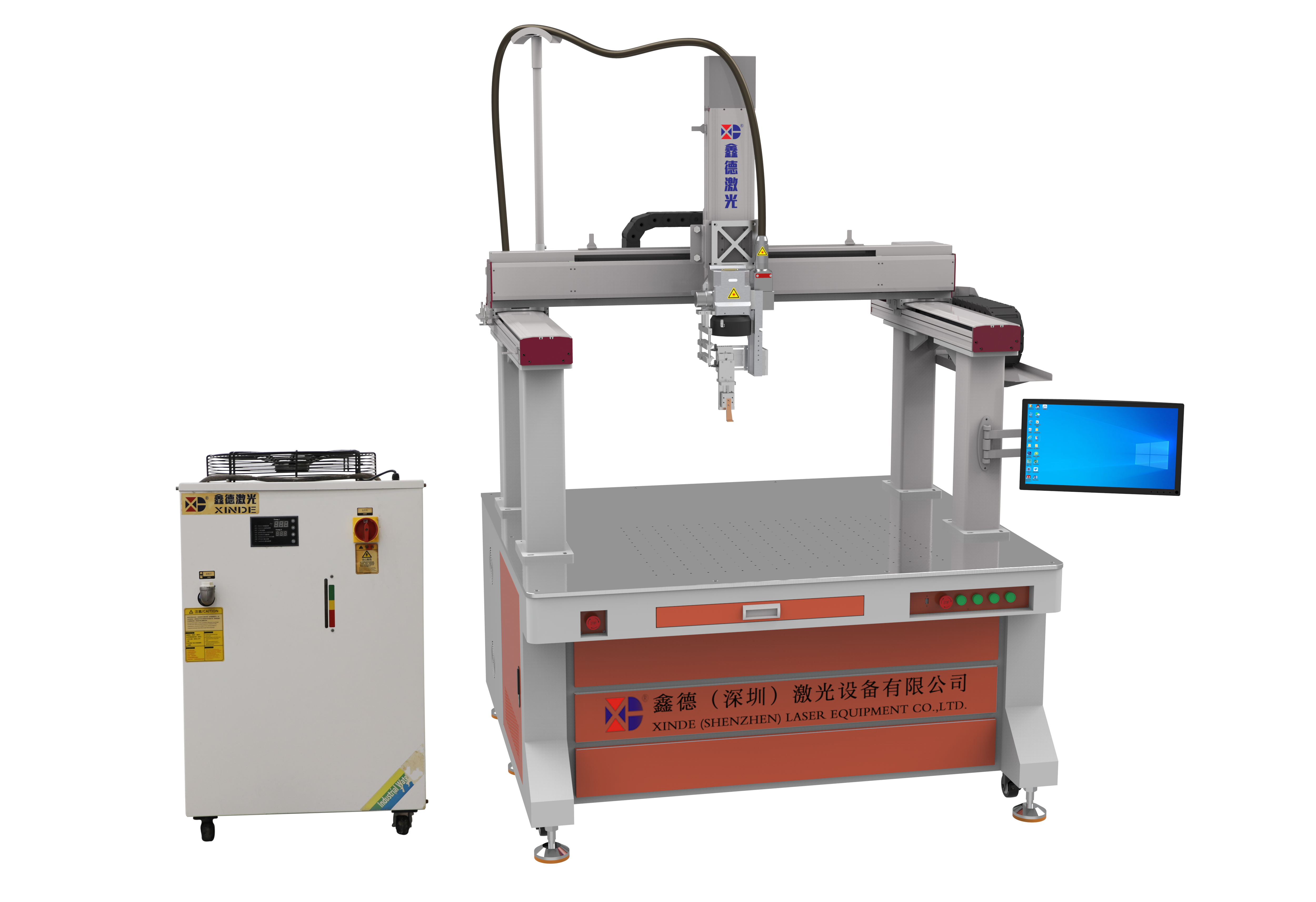
鑫德激光焊接机可以焊接(jiē)铝和铝(lǚ)合(hé)金材料,具有高能量密度,高焊(hàn)接速度等优点,为铝和铝(lǚ)合(hé)金(jīn)材料焊接提供了极大的便利。铝和铝合金(jīn)产品或是(shì)配件要想焊接牢固,焊缝美观,其(qí)助(zhù)力帮手离不开激光焊接机。尽管激光焊接机焊接铝和铝合金的效果好,但(dàn)还是避免不了其焊接材料本(běn)身的缺(quē)点(铝和铝合金反射(shè)高、吸引率小等特点),这也就增加了激光焊接(jiē)时的(de)难度,所以(yǐ)在激光焊接时还是要注意几方面。

当激光焊接铝(lǚ)合金时,铝合金(jīn)的表面(miàn)会出现光反射现象,因为铝(lǚ)合金是一(yī)种有色金属,对各种光线(xiàn)都具有强烈的反射性,所以,在对铝合金材(cái)料焊接之前,需要对(duì)铝合金表面进行清洁(jié),将(jiāng)其(qí)表面油污或(huò)是其他污渍清理干净,不仅如此,还需要(yào)对其金属表面的氧化膜(mó)进行清洁(jié),为防止其在焊接过程中发生氧化作用而造成爆炸等意外事(shì)故(gù)。
焊前清理:铝及铝(lǚ)合金焊接时,焊前应严(yán)格清除工件焊口及焊丝表面的氧化膜和油污;
1、化学清洗:化学(xué)清洗效率高,质量稳定(dìng),适用于清理焊丝及(jí)尺寸不大、成批生(shēng)产的工件。可用浸洗法和(hé)擦洗法两种(zhǒng)。可用丙(bǐng)酮、汽油、煤油等有机溶剂表面去油,用40℃~70℃的5%~10%NaOH溶液碱洗3min~7min(纯铝时间稍长但(dàn)不超过20min),流动(dòng)清水冲洗,接着用室温至60℃的 30%HNO3溶液酸洗1min~3min,流动清水冲洗,风干或低温(wēn)干燥。
2、机械清理:在工件尺寸较大、生产(chǎn)周期较长、多层焊(hàn)或化学清洗后又沾污(wū)时,常采用(yòng)机械清理。先用丙酮、汽油等有机溶剂擦试表面(miàn)以除油,随(suí)后直接用直径为 0.15mm~0.2mm的铜丝刷或不锈钢(gāng)丝刷子(zǐ)刷,刷到露出金属(shǔ)光(guāng)泽为止。一般(bān)不宜用砂轮或普通砂纸打磨,以免砂粒留在金(jīn)属表面,焊接时进入熔池产生夹渣等缺陷。另外也可用刮刀、锉刀等清理待焊表面。清理后如存放时间过长(如超过24h)应当重新处理。
3、垫(diàn)板:铝合金在高温时强(qiáng)度很(hěn)低,液态铝的流动性能好,在焊接时焊缝金属容易产生下(xià)塌现象(xiàng)。为了保证焊透而又不致塌陷,焊接时常(cháng)采用垫(diàn)板来托住熔(róng)池及附近金属。垫板可(kě)采用(yòng)石墨板、不锈钢板、碳素钢板、铜板或铜棒等。垫板表面开一个圆弧(hú)形(xíng)槽,以保证焊缝反面成型。也可以(yǐ)不加(jiā)垫板(bǎn)单面焊双面成型,但要求焊接操作熟练或采取(qǔ)对电弧(hú)施焊能量严(yán)格自动反馈控制等先进工艺措施。
4、焊前预热:薄、小铝件一般不用预热,厚度10mm~15mm时可进行焊前预热,根据不同类型的铝合金预热温度可为100℃~200℃,可用氧一乙炔焰(yàn)、电炉(lú)或喷灯等加(jiā)热(rè)。预(yù)热可使焊件减小变形、减少气孔等缺陷。
因此,在激光焊接铝合(hé)金的时候(hòu),要严格注意并且迅速提高激光的功率密度,防止被反射或者(zhě)被传导,





欢(huān)迎来电咨询:177-2247-7738
深圳总部:广东省深圳市龙岗区红棉三路240号4楼
安徽(huī)生产基地:安徽省池州市贵池区(qū)江之南孵化科技园A1栋4楼
江苏分公司:江苏省无锡市锡山(shān)区安镇镇锡锡东大道(dào)3528号
浙江湖(hú)分公司:浙江省杭州市(shì)萧山区瓜沥镇坎山路(lù)333号一栋408
重庆分公司:重庆市九龙坡区金科机电城C区108号

官方微信服务号

官方视频号(hào)

官方抖音号
Copyright © 2022  鑫德(深圳)激光(guāng)设备有限公司 All Rights Reserved. 粤ICP备18130442号(hào)
鑫德(深圳)激光(guāng)设备有限公司 All Rights Reserved. 粤ICP备18130442号(hào)

-
在线咨询
- 联系电话
- 手(shǒu)机177-2247-7738
- 微信公众号
- 官方抖音
- 官方视频号
- 返回顶部